Principalele defecte ale sudurilor
conținut
- Cauzele defectelor îmbinărilor sudate
- Video pe „tipuri de îmbinări sudate și muchii de tăiere pentru sudură“
- Soiurile de defecte de sudură
- Video pe tema „stand-electric "defecte în suduri și articulații""
- Defectele externe ale îmbinărilor sudate
- Video pe "10 greșeli sudor novice. partea 1"
- Video pe tema „punerea în aplicare a îmbinărilor sudate. principalele tipuri de linii și marcaje“
- Defecte interne în îmbinările sudate
- Metode pentru detectarea compușilor defecte de sudură
- Video pe tema „teoretic (prolog) concluziile "10 greșeli sudor novice""
Defecte ale sudurilor și compușii denumite diverse abateri de la cerințele și condițiile de sudură desen, deteriorează calitatea conexiunii (proprietățile sale operaționale, etanșeitatea și soliditate al.). De la apariția căsătoriei nimeni nu este imun, astfel încât sudorul trebuie să cunoască posibilele defecte, cauzele și metodele de eliminare a acestora, ce mai vor fi discutate.

Clasificarea sudurilor.
Cauzele defectelor îmbinărilor sudate
Procesul de sudare este complicată de mai mulți factori, care includ atât obiectivul (proprietățile materialelor fiind unite) și subiective (proces respectarea prelucrabilitate exactă, tehnologia de selecție). Justificați apariția unei căsătorii sudor profesionist este posibilă numai prin motive obiective, și chiar și atunci numai într-o anumită măsură.
Principalele cauze care conduc la formarea defectelor de sudură, sunt:
- preparat greșit suprafețele sudate;
- o nepotrivire sau o defecțiune a sculei de sudare;
- alegerea incorectă a gazelor sau a fluxurilor de protecție și tehnologia lor utilizare încălcare;
- calificarea insuficientă a sudori;
- nerespectarea condițiilor impuse pe deplin de sudare (putere de funcționare curent, lungimea arcului, și altele.).
Video pe „Tipuri de îmbinări sudate și muchii de tăiere pentru sudură“
Soiurile de defecte de sudură

defecte de sudură. Tabelul
Video pe tema „Stand-electric "Defecte în suduri și articulații""
Toate defectele astfel de compuși pot fi împărțite în 2 tipuri principale:
- Externe care pot fi detectate cu ochiul liber. Ele se pot manifesta sub forma de ardere, lipsa de fuziune și alte caracteristici.
- Intern, care se manifestă sub formă de fisuri, pori și alte entități nedorite.
În continuare vor fi discutate mai în detaliu ambele categorii.
Defectele externe ale îmbinărilor sudate
defecte de date includ tulburările dimensiunilor geometrice (suduri noduli adâncituri), precum și urme de arsură, lipsa de cratere de fuziune și nezavarennye.
Sagging (sinterizat) apar cel mai frecvent cu suprafețe verticale de sudură orizontale. Aceasta conduce la scurgerea metalului topit pe marginile de metal de bază având o temperatură mult mai mică (fig. 1). Ele pot să apară într-o zonă mică, sau să aibă o lungime mai mare de-a lungul zonei de sudură.
Cauzele curbarea sunt:
- arc lung;
- Valoarea mare a curentului de sudură;
- poziție incorectă a electrodului.
Figura 1. Sagging adesea detectate la sudarea orizontala.
Video pe "10 greșeli sudor novice. Partea 1"
Când nodulii de conectare inelare pot apărea la zenit mare sau insuficient electrod de deplasare. În locurile sagging și alte defecte pot apărea destul de des. Prevent lasarea poate corecta selectarea suprafețelor regim de sudare și de calitate sudare de preparare (decalcifiere și colab.).
Undercut - defect într-un șanț în metalul de bază la marginile sudurii (figura 2.). Acesta este cel mai frecvent defect în poală de sudură sau T articulații, dar, uneori, se produce atunci când creați îmbinări cap la cap. În cele mai multe cazuri, apare ca urmare a parametrilor incorect alese ale procesului de sudare.
Video pe tema „Punerea în aplicare a îmbinărilor sudate. Principalele tipuri de linii și marcaje“
Când degajările de sudură colț pot apărea din cauza faptului că un arc este direcționat mai mult pe suprafața verticală decât în orizontală. Aceasta conduce la faptul că metalul topit curge în jos la marginea inferioară, și nu este suficientă pentru a umple complet baia. Cand prea mult de viteza de sudare și a cordoanelor de sudură de înaltă tensiune pot merge cu cocoașă. Datorită solidificarea rapidă a baii de sudura poate forma, de asemenea, unghiuri de degajare. Viteză redusă de sudare poate elimina acest defect.
Apariția decupări afectează lungimea arcului. Prin creșterea magnitudinii arc și sudură crește dimensiunea, rezultând în cantitate mai mare de metal primar topit. Deoarece creșterea lungimii de intrare arc de căldură rămâne aceeași, nu este suficient pentru întreaga margine cusătură răcită rapid, rezultând în formarea de degajări. Reducerea lungimii arcului, nu numai că pot scăpa de scoruri, dar, de asemenea, crește penetrarea.

Figura 2 reprezintă defect Undercut se manifestă ca un șanț de-a lungul marginilor sudurii.
numita arde-prin defecte de sudură, care sunt prezentate în prin penetrare și scurgerea metalului lichid prin orificiul prin în cusătură. În același timp, pe de cealaltă parte a joncțiunii poate fi format cruste. Burn marcajele apar din cauza valori prea mari ale curentului de operare, un decalaj mare între marginile de metal, viteza de deplasare necorespunzătoare a electrodului, grosimea insuficientă căptușeală sau discontinuități la metalul de bază. Eliminarea defectului se realizează o scădere a curentului de operare și o creștere a vitezei de deplasare a electrodului. O atenție deosebită trebuie acordată calității detaliu de margine se potrivesc ca metalul topit este turnat din baia de metal topit.
Lipsa de penetrare - lipsa locală metal sudură fuziune cu metalul de bază sau sudarea straturilor împreună. Prin acest defect poate fi atribuită nefinalizarea secțiune cusătură (fig. 3).
Fuziunile reduce în mod semnificativ calitatea de interfațare și poate duce la faptul că îmbinarea de sudură se va prăbuși cu timpul.
Acest defect apare din cauza lipsei de curent de operare, viteza de sudare, preparare suprafetelor sudabile slabe la marginile prezenței elementelor străine substanțe (zgură, rugina, etc.) și impurități. Pentru a preveni apariția de slabă fuziune posibilă prin selectarea curentului de sudură dorit.
defecte interne în îmbinările sudate
Cele mai comune defecte interne includ fisuri calde și reci și pori.

Figura 3. Fuziunile se cuplează reduce în mod semnificativ calitatea și să conducă la distrugerea prin sudură.
crăpături la cald apar la încălzirea metalului la o temperatură de peste 1200 ° C, rezultând o scădere rapidă a proprietăților plastice ale metalului (cristalizare). crăpături la cald apar la limitele granulei ale rețelei cristaline. Prezența lor contribuie la apariția unor cantități mari de diferite impurități din metal. Aceste fisuri se pot propaga atât peste și de-a lungul cusătura.
crăpături la rece apar atunci când temperatura de metal de sub 130 ° C, Uneori, aceste defecte pot apărea în timp. Motivele pentru apariția tensiunii lor de sudare pot fi generate în timpul transformărilor de fază, sau dizolvat hidrogen atomic care nu suporta pentru sudare.
Porii - o cavitate în interiorul cusătura umplut cu un gaz care nu a putut sta în procesul de sudare. Ele pot avea diferite forme și dimensiuni, care depind de mărimea bulelor de gaz. Cauzele principale ale acestei deficiențe sunt:
- prezența impurităților din material de umplutură sau bază de metal;
- procesarea substandard a suprafețelor sudate;
- conținut ridicat de carbon;
- încălcarea de protecție a piscinei de sudură.
pori unice nu poartă un mare pericol, dar lanțul reduce proprietățile mecanice ale produsului. porțiunea de sudură, la care porii detectate overcooking supuse stripping mecanice preliminare.
Metode pentru detectarea compușilor defecte de sudură
Defecte in suduri pot fi identificate următoarele moduri:
Schema de sudură arde-through.
- Examinarea externă și măsurarea articulațiilor;
- test de impermeabilitate;
- dispozitive speciale.
Inspecția vizuală se efectuează numai după calitatea purificarea compusului din zgură, stropii de sudură și alte impurități. În acest caz, sub rezerva verificării de dimensiunea și forma corecte a articulațiilor și absența oricăror defecte. Dimensiunile cusături pot fi verificate folosind template-uri speciale.
Video pe tema „Teoretic (prolog) concluziile "10 greșeli sudor novice""
test de impermeabilitate dezvaluie porii, prin lipsa de fuziune și fisuri. Controlul de calitate a îmbinărilor sudate folosind instrumente speciale pot detecta conexiuni defecte interne. Un astfel de control poate fi efectuată în următoarele moduri:
- radiografie cu raze X sau raze gamma de izotopi radioactivi;
- magnetizare, adică identificarea defectelor interne folosind un câmp magnetic;
- sondare, adică, de detectare a defectelor cu ajutorul vibrațiilor ultrasonice;
- găurirea cu distrugerea parțială a controlului comun în loc.
Trebuie remarcat faptul că efectua o serie de îmbinări sudate fără defecte este aproape imposibil. Acesta ar trebui să asigure sudurii defectele minime admisibile. La punerea în aplicare lucrările de sudură trebuie amintit că alegerea corectă a echipamentelor și a tehnologiei de sudare are un impact mare asupra întregului proces de sudare.
 Eliminarea unei scurgeri în acoperișul metalic al garajului
Eliminarea unei scurgeri în acoperișul metalic al garajului Eliminarea degradării zidărie
Eliminarea degradării zidărie Eliminarea fisuri în zidăria
Eliminarea fisuri în zidăria Cum putem aplica în timpul construcției unei termoviziune?
Cum putem aplica în timpul construcției unei termoviziune? Cum de a repara invertor aparat de sudura corect și ușor?
Cum de a repara invertor aparat de sudura corect și ușor?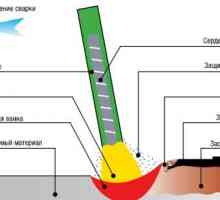 Care sunt electrozii și cum de a găti pentru sudarea cu arc electric
Care sunt electrozii și cum de a găti pentru sudarea cu arc electric Caracteristici de sudura galvanizat
Caracteristici de sudura galvanizat Reguli de sudare mâinile proprii
Reguli de sudare mâinile proprii Instrucțiuni: cum să sudeze o sudură electrică țeavă
Instrucțiuni: cum să sudeze o sudură electrică țeavă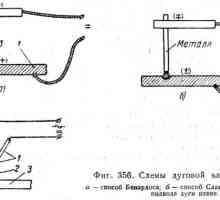 Cum se în mod corespunzător și eficient de gătit electrice?
Cum se în mod corespunzător și eficient de gătit electrice?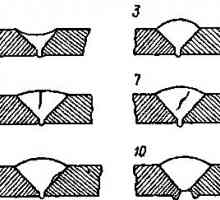 Cum de a găti în mod adecvat și eficient de sudura?
Cum de a găti în mod adecvat și eficient de sudura?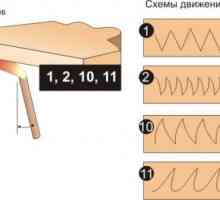 Cum de a găti corect plafon sudura electric cusătură
Cum de a găti corect plafon sudura electric cusătură Preparat de metal pentru procesul de sudare
Preparat de metal pentru procesul de sudare Cum de a verifica sudarea?
Cum de a verifica sudarea?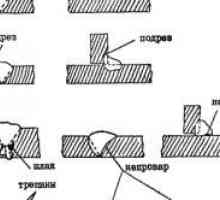 Clasificarea defectelor de sudare
Clasificarea defectelor de sudare Tehnologia de performanță: sudură
Tehnologia de performanță: sudură Principalele tipuri de suduri
Principalele tipuri de suduri Tehnologia modernă și tehnologia de sudare
Tehnologia modernă și tehnologia de sudare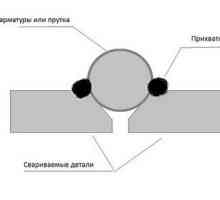 Suduri de calitate pe o licărire
Suduri de calitate pe o licărire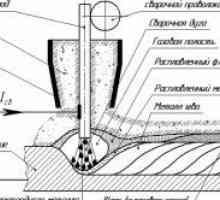 Caracteristici sudate structuri metalice
Caracteristici sudate structuri metalice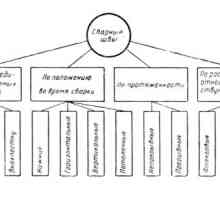 Care sunt sudurile
Care sunt sudurile
 Reguli de sudare mâinile proprii
Reguli de sudare mâinile proprii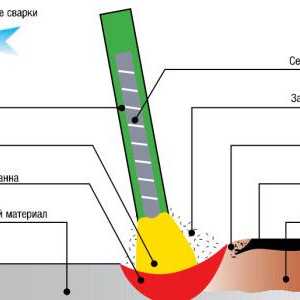 Care sunt electrozii și cum de a găti pentru sudarea cu arc electric
Care sunt electrozii și cum de a găti pentru sudarea cu arc electric Cum de a verifica sudarea?
Cum de a verifica sudarea?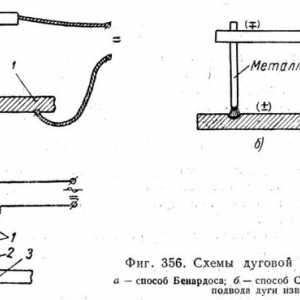 Cum se în mod corespunzător și eficient de gătit electrice?
Cum se în mod corespunzător și eficient de gătit electrice? Principalele tipuri de suduri
Principalele tipuri de suduri Cum de a repara invertor aparat de sudura corect și ușor?
Cum de a repara invertor aparat de sudura corect și ușor? Eliminarea unei scurgeri în acoperișul metalic al garajului
Eliminarea unei scurgeri în acoperișul metalic al garajului Tehnologia modernă și tehnologia de sudare
Tehnologia modernă și tehnologia de sudare Cum de a găti corect plafon sudura electric cusătură
Cum de a găti corect plafon sudura electric cusătură Instrucțiuni: cum să sudeze o sudură electrică țeavă
Instrucțiuni: cum să sudeze o sudură electrică țeavă