Efectuați propriul aparat de sudura
Multe modele din casă (în garaj, la cabana, acasă, etc), este dificil de a construi fără sudură, în special cu arc. În prezent, pe rafturi, un număr mare de mașini de sudură electrice importate, atât și a făcut în Rusia. masini bune sunt scumpe, dar mai ieftin nu asigură întotdeauna calitatea sudurii. În acest articol, aș dori să vă împărtășesc câteva gânduri în principal, de natură practică privind proiectarea de sudori amatori (SA) la osnoveanaliza publicate anterior
materiale. Acest lucru va ajuta nu numai la fabricarea de auto-amatori SA, dar, de asemenea, în selectarea și achiziționarea de-a gata aparate de sudură.
conținut

Figura 1. Schema de punte redresoare pentru aparat de sudura.
Sudori sunt AC și DC.
SA DC utilizat la sudarea la curenți mici de tablă (acoperișuri din oțel, automobile, etc.). Arcul electric în curent continuu este sudura mai stabil poate fi pe polaritatea dreaptă și invers. DC pot fi gătite fără electrod sârmă spălare și electrozi pentru sudura, atat de curent continuu și curent alternativ. Pentru a face stabilitatea arcului la curenți mici, este de dorit să aibă o tensiune crescută deschis circuitului Uxxsvarochnoy înfășurări (70 - 75). protozoare „punte“ diode redresoare de pe radiatoare de răcire puternice sunt folosite pentru rectificarea curentului alternativ (Fig. 1).
Pentru netezirea tensiunii de ondulație una dintre concluziile SA A este conectat la electrozii titularului prin inductor L1, care este o bobină de 10 - 15 se transformă din cupru bus secțiune S = 35 mm2 rana pe orice bază, de exemplu starter magnetic. Pentru reglarea și modularea curentului de sudare utilizate în scheme mai complexe folosind tiristoare puternice controlate. Un posibil tip de circuit tiristor T161 (T160), a se vedea articolul A.Chernova "și taxa și sudură" (model 1994 Construcții, № 9). Avantajele de reglementare DC - în universalitatea lor. Intervalul de variație a tensiunii este 0.1-.9 uxx, ele pot fi utilizate nu numai pentru reglarea lină a curentului de sudare, dar, de asemenea, pentru baterii, elemente de energie electrică de încălzire și alte scopuri de încărcare.
Figura 2. Diagrama unei caracteristici exterioare cădere a aparatului de sudură.
Video pe „Cum sa faci un generator de înaltă tensiune doar timp de 15 minute“
Fig. 1. Punte redresoare pentru aparat de sudura. Afișează conexiunea SA pentru foi de sudură de metal în „reverse“ polaritatea - „+“ electrod „;“ pe U2 piesei de prelucrat: - aparat de sudura de ieșire AC
Welders utilizate în electrozii de sudare de curent alternativ, cu un diametru mai mare de 1,6 - 2 mm, iar grosimea produselor sudate - 1,5 mm. În acest caz, curentul de sudură este semnificativ (zeci de amperi), iar arcul electric este suficient de stabil. Electrozii sunt utilizate pentru sudarea numai la curent alternativ. Pentru funcționarea normală a mașinii de sudură trebuie să fie:
- Pentru a oferi o tensiune de ieșire pentru aprinderea arcului electric. Pentru amatori SA Uxx = 60 - 65V. Tensiunea de ieșire mai mare de mers în gol nu este recomandată, datorită în principal siguranța muncii (sudori Uxxpromyshlennyh - 70-75).
- Furnizarea de USv tensiune de sudură pentru arc electric stabil. În funcție de diametrul electrodului - USv = 18 - 24V.
- Pentru a asigura ISV nominal de sudura curent = (30 - 40) DE, unde valoarea Isv- a curentului de sudare 30 A - 40 - factor în funcție de tipul și diametrul de elektroda- - diametrul electrodului, mm.
- Limitată la scurtcircuit Isc, valoarea care nu trebuie să depășească curentul nominal de sudare cu mai mult de 30 - 35%.
arc electric stabil este posibilă în cazul în care aparatul de sudură va avea o caracteristică molesit care definește o relație între curentul și tensiunea în circuitul de sudare (fig. 2).
SA Aceasta indică faptul că schimbarea este necesară ca o înfășurare primară și secundară (care este constructiv mai complicată datorită curge acolo mare curent) pentru un grosier (pas) se suprapun sudură gama curentă. Mai mult decât atât, pentru reglarea continuă a curentului de sudare într-un domeniu selectat sunt utilizate dispozitive mecanice în mișcare bobine. La demontarea rețelei de sudură înfășurării relativ crescută a fluxurilor magnetice de dispersie, ceea ce reduce curentul de sudare.
Related Videos "Subnautica - Pasaj (Cum de a face o mașină de sudură?)"

Figura 3. Diagrama miezului magnetic de tip băț.
SA nu amatori Constructing ar trebui să încerce să reducă suprapunerea de sudare gama de curent. În mod avantajos, în prima etapă pentru a asambla un aparat de sudura cu electrozi pentru un diametru de 2 - 4 mm, iar în a doua etapă, dacă este necesar de lucru pentru sudarea curenti mici, să-l completeze cu un dispozitiv redresor separat cu curent de sudură continuu variabilă. sudori amator trebuie să îndeplinească o serie de cerințe, dintre care principalele sunt următoarele: compactitatea relativă și greutate- mici timp de funcționare suficient (cel puțin 5 - 7 Electrod de = 3 - 4 mm) de la rețeaua de 220V.
Greutatea și dimensiunile dispozitivului pot fi reduse prin reducerea puterii și creșterea duratei de funcționare - prin utilizarea oțelului cu permeabilitate magnetică ridicată și o izolație sârmă magnet rezistent la căldură. Aceste cerințe nu sunt dificil de a efectua, cunoscând elementele de bază ale construcției de mașini de sudură și aderarea la tehnologia propusă pentru fabricarea lor.
Fig. 2. Scăderea caracteristică externă a aparatului de sudura: 1 - familia de caracteristici pentru diferite game svarki- Isv2, Isvz, Isv4 - sudura gamele de curent pentru diametrul electrozilor 2, 3 și 4 mm sootvetstvenno- Uxx- Tensiunea circuitului cursei CA. Isc - scurt zamykaniya- O serie de UCV tensiune de sudare (18 - 24).
Fig. 3. magnetic tip tijă: și - o formă de placă T formy- b - o placă în formă de U în formy- - dungi placă de transformator stali- S = axb- aria secțiunii transversale a miezului (miez) cm2 cu, dimensiunea d- a ferestrei, a se vedea.
Deci, alegerea tipului de bază. miezuri magnetice sunt utilizate în principal pentru fabricarea sudori de tip băț, deoarece au efectuat mai multe manufacturable. Miezul este trasată de la orice placă de oțel configurații electrice grosime 0.35-.55 mm, ace Strapped, izolate din miez (fig. 3). În selectarea miezului este necesar să se ia în considerare dimensiunea „fereastra“ pentru a plasa aparatul de sudura de înfășurare și aria secțiunii transversale a miezului (miez) S = axb, a se vedea2. După cum arată practica, nu selectați valorile minime ale S = 25 - 35 cm, deoarece aparatele de sudura nu va poseda spațiul de trecere necesară și sudarea de calitate va fi dificil de obținut. Și supraîncălzirea aparatului de sudură, după o scurtă stint ca inevitabilă.

Figura 4. Diagrama de tip circuit magnetic toroidal.
Secțiunea transversală a miezului trebuie să fie S = 45 - 55 cm2. Masina de sudare este oarecum mai greu, dar nu te lăsa în jos! Toți sudori mai răspândite amatori de pe nuclee ale unui tip toroidal care au caracteristici electrice ridicate, în aproximativ 4 - 5 ori mai mare decât cea a tijei, și pierderi electrice mici. Costurile forței de muncă pentru producerea lor sunt mai semnificative și se referă în primul rând la plasarea înfășurărilor pe Torul, și complexitatea cea mai mare lichidare.
Cu toate acestea, ele dau rezultate bune cu abordarea corectă. Miezuri din tija de transformator de fier, spiralat sub forma unui torus. Un exemplu este nucleul autotransformatorului „Lattre“ 9 A. Pentru creșterea diametrului interior al pilier ( „ferestre“), pe porțiunea laterală interioară a benzii de oțel este desfăcută și înfășurat pe partea exterioară a miezului. Dar, după cum arată practica, un „Latra“ nu este suficient de înaltă calitate SA (Destul secțiunea transversală S). Chiar și după operație 1 - 2 mm 3 electrozi cu diametrul supraîncălzește. Posibilitatea de a utiliza două nuclee similare în conformitate cu schema descrisă într-un articol B.Sokolova „baby Welding“ (Auto, 1993, № 1), sau de a face un miez cu două rebobinarea (Fig. 4).
Fig. 4. magnetic tip toroidal: 1,2 - autotransformator miez înainte și după rewinder 3 SA Construcția pe baza a două serdechnikov- toroidal W11W12 - rețea de înfășurare paralelă a inclus-W2- sudarea obmotka- S = axb- aria secțiunii transversale a miezului, a se vedea2 , cu diametrele d- interioare și exterioare ale pilier, cm 4 - circuite SA pe baza a două toroids suprapuse.
Deosebit de remarcat amatori SA, realizat pe baza statoarele trei faze ale motoarelor asincrone de putere mare (mai mult de 10 kW). Selectarea miezului este determinată de secțiune transversală a statorului S. Placa stator nu se potrivesc stampilat complet otelul transformator electric, astfel reduce secțiunea transversală S mai mică de 40 - 45 cm este inadecvată.

Figura 5. Diagrama de ace de prindere CA înfășurări.
Video pe „masa magnetice pentru sudura! Ce face o mulțime de pe masina de sudura!“
Stator eliberat de carcasa este îndepărtată din statorul interior fantele de înfășurare, caneluri tăiat jumpere daltă protejează suprafața interioară a unui fișier sau roți abrazive, rotunjirea marginile ascuțite ale miezului și înfășurat strâns, suprapunerea bandă adezivă de bumbac. Miezul este gata pentru bobine de lichidare.
Selectarea lichidare. Pentru înfășurări primare (rețea) este mai bine să se folosească de cupru special de sârmă de lichidare în HB (Pânză de sticlă) de izolare. rezistență la căldură satisfăcătoare, de asemenea, fire din cauciuc sau din cauciuc-izolare. Nu este adecvat pentru utilizare la temperaturi ridicate (care este deja pus în construcția de amatori SA) Cabluri din PVC izolație (PVC), datorită posibilei sale de topire, care curge din înfășurărilor și scurt circuit. Prin urmare, izolarea PVC din firele trebuie sa fie eliminați și înfășurați firul de-a lungul întregii HB lungime bandă adezivă sau nu pentru a elimina și vânt sârmă peste izolație. Există o altă metodă dovedită domeniul de lichidare. Dar mai mult despre asta mai jos.
La selectarea unei secțiuni de bobinaj cu activitatea specificității SA (Periodic) permit o densitate de curent de 5 A / mm2. Când curentul de sudură este de 130 - 160 A (de electrod = 4 mm) a puterii înfășurării secundare suma R2 Isv x = 160x24 = 3,5 - 4 kW putere bobina primară cu pierderea va fi de aproximativ 5- 5,5 kW, și, prin urmare, curentul maxim al înfășurării primare se poate ajunge la 25 A. Prin urmare, secțiunea de sârmă bobina primară S1 ar trebui să fie de cel puțin 5 - 6 mm. În practică, este de dorit să se utilizeze o secțiune de sârmă 6 - 7 mm2. In mod alternativ, o atelă dreptunghiular sau o înfășurare de cupru cu diametrul de sârmă (fără izolație) 2,6 - 3mm. (Calcul prin formula cunoscută S = Pir2 S- în cazul în care suprafața unui cerc, mm2 pi = 3,1428- raza cercului R-, mm). Când este insuficientă secțiune transversală a firului poate fi înfășurat în două. Atunci când se utilizează sârmă de aluminiu din secțiunea transversală trebuie mărită cu 1,6 - 1,7 ori. Este posibil să se reducă secțiunea transversală a conductorului a rețelei de lichidare? Da, poți. Dar, în același SA pierd marja de putere necesară, se va încălzi mai repede, și a recomandat o secțiune de bază S = 45 - 55 cm, în acest caz, ar fi nejustificat de mari. Numărul de rotații ale W înfășurare primară1 determinată din relația: W1 = [(30 - 50): S] x U130-50, în care - S- koeffitsient- miez constant secțiune transversală, cm2 , W1 = 240 se întoarce la robinete 165, 190 și 215 se transformă, adică la fiecare 25 de ture.

Figura 6. Diagrama metodelor de înfășurări CA înfășurării pe tipul miez de tijă.
Cu cât numărul de atingeri ale rețelei de lichidare, după cum arată practica, este inadecvat. Iată de ce. Prin reducerea numărului de rotații ale înfășurării primare crește ca puterea SA si uxx, ceea ce duce la o creștere a tensiunii arcului și deteriorarea calității de sudare. Prin urmare, numai prin schimbarea numărului de rotații ale înfășurării pentru a realiza o suprapunere de sudare gama de curent, fără a deteriora calitatea de sudare este imposibilă primar. Pentru aceasta este necesar să se asigure comutarea de rotații ale secundar (sudare) înfășurarea W2.
O W înfășurare secundară2 ar trebui să conțină 65 - 70 se transformă din cupru izolate bus secțiune nu este (de preferință 35 mm secțiune) mai mică de 25 mm. Este sârmă adecvat și flexibil de miez (de exemplu, sudură) și trei faze cablul de alimentare este catenară. Important, secțiunea înfășurării de alimentare nu trebuie să fie mai mică decât cea dorită, și izolare - o și fiabilă rezistentă la căldură. Cu secțiunea de sârmă insuficientă poate fi înfășurat în două sau chiar trei fire. Atunci când se utilizează sârmă de aluminiu din secțiunea transversală trebuie mărită cu 1,6 - 1,7 ori.
Fig. 5. pins de fixare înfășurări SA 1 - SA-2 Case - shayby- 3 - terminale bolt- 4 - gayka- 5 - vârf de cupru cu sârmă.
Dificultatea pentru dobândirea comutatoare curenți mari, și practica arată că concluzia cea mai simpla Welding a începe înfășurarea prin terminale de cupru sub borne șuruburi diametrul de 8 - 10 mm (figura 5.). Terminale de cupru sunt realizate din tuburi de cupru cu diametrul de 25 lungime corespunzătoare - 30 mm și fixat la firele prin turnare și de preferință suduri. Concentrându-se pe ordinea de bobine de lichidare. Reguli generale:
- Răsucirea trebuie făcută din miezuri izolate și este întotdeauna într-o singură direcție (de exemplu, sensul acelor de ceasornic).
- Fiecare înfășurare strat de izolație strat Kh.B. izolație (fibră de sticlă, carton presat, hârtie de calc), de preferință impregnate cu lac de bachelită.
- Concluzii înfășurări conserve, marca, repara HB panglica, concluziile rețelei de lichidare în continuare uzura HB tubing.
- In caz de dubiu ca poate fi realizată cu utilizarea x / cordon w, așa cum au fost în două fire (autorul a folosit firul HB pentru pescuit) înfășurarea izolației. După înfășurarea unei bobine singur strat cu HB firul este fixat cu adeziv, lac, etc. și după uscare înfășurat rândul următor.

Figura 7. Diagrama de metode pentru înfășurări CA tip toroidal miez de înfășurare.
Luați în considerare ordinea de dispunere a înfășurărilor de pe tijă jug. bobina de rețea pot fi plasate în două moduri principale. Prima metodă vă permite să obțineți un „hard“ mod mai sudură. Rețeaua de lichidare, în acest caz, este format din două înfășurări identice W1W2 amplasate pe părți diferite ale miezului, conectate în serie și având aceeași dimensiune de sârmă. Pentru a regla curentul de ieșire de pe fiecare robinete de înfășurare sunt realizate care sunt închise în perechi (Fig. 6a, b).
A doua metodă implică înfășurarea primară (puterea) a înfășurării pe o parte a miezului (Fig. 6 c, d). În acest caz, CA a scufundare abrupt berilor caracteristice „moale“, lungimea arcului mai mică influență asupra valorii curentului de sudare, și, prin urmare, asupra calității sudurii. După lichidare, lichidare a CA primar trebuie să fie verificată pentru prezența spire scurtcircuitate și corectitudinea numărului ales de spire. transformator de sudura includ o rețea prin intermediul unei siguranțe (4 - 6A) și ampermetru AC dorit. Dacă siguranța se arde sau puternic încălzit, acesta este un semn clar al unei bucle închise. În consecință, înfășurarea primară va trebui să înapoi, acordând o atenție deosebită la calitatea izolației.
Fig. 6. Metodele CA înfășurări de pe miezul de tip stick de înfășurare: și - înfășurarea de rețea pe cele două părți serdechnika- b - secundar (sudură) corespunzătoare înfășurării inclus back-to-paralel - rețea de înfășurare pe o parte serdechnika- g - corespunzătoare înfășurare secundară acesta a inclus secvențial.
În cazul în care mașina este bâzâitul puternic, iar consumul de curent este mai mare de 2 - 3 A, atunci acest lucru înseamnă că numărul de înfășurări primare și podmotat au nevoie de ceva mai mult per utilizator se transformă. CA Defect consumă curent inactiv la mai puțin de 1-1.5 A, nu este încălzită și nu foarte zumzet. O rana înfășurare secundară CA întotdeauna pe ambele părți ale miezului. Pentru prima metodă de înfășurare este, de asemenea, compusă din două jumătăți identice, care sunt incluse pentru a mări stabilitatea arcului (Figura 6.) În antiparalel și secțiunea de sârmă înfășurarea secundară poate dura ceva mai puțin - 15 - 20 mm2 .
Figura 8. Wiring instrumente de măsurare.
Pentru al doilea primar metoda de înfășurare de sudare înfășurarea W21înfășurată pe latura liberă a miezului și înfășurările este de 60 - 65% din numărul total de rotații ale înfășurării secundare. Acesta servește în principal pentru aprinderea arcului și în timpul sudării, din cauza o creștere accentuată a dispersiei fluxului magnetic, tensiunea peste ea scade la 80 - 90%. sudare suplimentară înfășurarea W22 este înfășurat pe partea de sus a primar. Ca putere, se menține în limitele tensiunii de sudură, și, prin urmare, curentul de sudare. picătură de tensiune în modul de sudare cu 20 - 25% față de ralanti tensiune. După fabricarea SA trebuie să dețină setarea și verificarea calității electrozilor de sudura de diametre diferite sale. Procesul de configurare este după cum urmează. Pentru măsurarea curentului de sudare și de tensiune trebuie să achiziționeze două unități electrice - în AC ampermetru la 180 la 200 A și un voltmetru AC 70 - 80B.
Fig. 7. înfășurări bobinaj Metode CA asupra toroidal tip de bază: 1.2 - uniformă și, respectiv, bobine înfășurarea secțională: a - b Grid - forță.
Fig. 8. Cablare mijloacelor de măsurare.
Schema de conectare a acestora este prezentată în Fig. 8. Electrozi La sudarea diferite scuti sudura valoarea curentului - Isv USv tensiune de sudură și să fie în intervalul dorit. Dacă curentul de sudare este mic, este de multe ori (stick-electrod, arc instabil), în acest caz, fie comutarea înfășurărilor primare și secundare este setat valorile dorite sau redistribuie numărul de rotații ale înfășurării secundare (fără creștere) în direcția creșterii numărului de rotații, înfășurate pe partea de sus bobina de curent alternativ. După sudare se poate face ruperea sau tăierea pieselor de margine pentru a fi sudate, și odată ce devine clar calitatea de sudura: adâncimea de penetrare și grosimea stratului de metal depus. Conform rezultatelor măsurătorilor este util pentru a face un tabel.
Figura 9. Aranjament pentru măsurarea tensiunii și curentului, precum și proiectarea transformatorului de curent de sudare.
Pe baza tabelului de date, selectează condițiile optime pentru sudare electrozii de diferite diametre, tinand cont de faptul că electrozii de sudură, de exemplu, de 3 mm, electrozi cu diametru de 2 mm pot fi tăiate, deoarece tăiere curent este mai mare decât sudarea cu 30 -25%. instrumente de cumpărare dificultate, recomandat de mai sus, autorul a făcut atunci când recurge la producția circuitului de măsurare (fig. 9), pe baza celor mai comune Milliamp DC 1-10 mA. Se compune dintr-o tensiune și de măsurare curent dispozitive, colectate într-un circuit punte.
Fig. 9. Diagrama schematică a contoarelor de tensiune și curentul de sudare și de proiectare transformator de curent.
un contor de tensiune conectat la ieșire (sudură) bobinaj SA Setarea este realizată prin oricare dintre tester, care controlează tensiunea de ieșire de sudură. Prin utilizarea dispozitivului de rezistență variabilă montat R.3 săgeată divizare scară finală la contorul de tensiune maximă UxxShkala suficient de liniar. Pentru o mai mare precizie, puteți elimina cele două - trei puncte de control și calibrarea contorului pentru a măsura tensiunea.
Mai dificil de configurat contorul de curent, așa cum este conectat la auto-producție a transformatorului de curent. Acesta din urmă este un miez toroidal cu două înfășurări. Dimensiunile miezului (diametru exterior 35-40 mm) nu sunt de o importanță fundamentală, mai presus de toate, pentru a se potrivi bobinaj. Material de bază - oțel transformator, Permalloy, sau ferită. Înfășurarea secundară este format din 600 - 700 se transformă din sârmă de cupru izolat de brand PEL SEW- mai bun diametru PELSHO 0.2 - 0,25mm și conectat la un contor de curent. înfășurarea primară - un conductor de alimentare care se extinde în interiorul inelului și conectat la klemnomu bolt (figura 9.). Configurarea contorul de curent este după cum urmează. Pentru a puterii (sudare) bobinaj SA conectați o rezistență calibrată a unui fir gros nicrom 1 - 2 sec (puternic încălzită) și se măsoară tensiunea de la ieșire SA pe Legea lui Ohm determinarea unui curent care circulă prin înfășurarea de sudare. De exemplu, atunci când conectarea Rd = 0,2om Vout = 30V.
Circuitul de sudare invertor mașină.
Marcați un punct pe scara dispozitivului. Trei - patru măsurători cu diferite RH suficient pentru a calibra contorul de energie. După calibrare, instrumentul este montat pe carcasă SA, folosind liniile directoare general acceptate. La sudarea în diferite condiții (de rețea puternic sau slab curent, linia de aprovizionare lung sau scurt, secțiunea transversală etc.) prin trecerea înfășurărilor este adaptat SA modul de sudare optimă, iar apoi comutatorul poate fi setat în poziția neutră. Cateva cuvinte despre sudarea de contact-spot. Prin construirea SA acest tip a prezentat o serie de cerințe specifice:
- Puterea livrată la punctul de sudură, ar trebui să fie maximă, dar care să nu depășească 5-5,5 kW. În acest caz, consumul de rețea de curent nu depășește 25 A.
- Modul de sudare ar trebui să fie „greu“, și, în consecință, bobine de lichidare SA Ar trebui să fie efectuată în primul exemplu de realizare.
- Curenții care curge în sudare de lichidare, 1500-2000 A și atinge valori mai mari. Prin urmare, tensiunea de sudură ar trebui să fie mai mică de 2-2,5v, iar tensiunea de circuit deschis - 6-10V.
- Secțiunea transversală a firului de înfășurare primară nu este mai mică de 6-7 mm, în timp ce secțiunea transversală a înfășurarea secundară a cel puțin 200 mm. Atinge o secțiune prin înfășurarea firului de 4-6 înfășurări și conectarea lor ulterioară în paralel.
- robinete suplimentare pe înfășurările primare și secundare nu recomandabil.
- Numărul de spire primare poate lua calculul minim din cauza duratei scurte a lucrărilor SA
- Secțiunea transversală a miezului (de bază) mai mică de 45-50 cm, nu se recomandă să luați.
- Sfaturi pentru sudură și cabluri submarine la acestea trebuie să fie de cupru și să treacă curenții respectivi (12-14 mm diametru vârf).
Circuitul transformatorului și suporturile de electrozi.
Video pe tema „Cum se face de sudare dispozitiv“
O clasă specială de amatori SA Dispozitivele sunt fabricate pe bază de iluminat industrial și a altor transformatoare (2-3 fază) 36b pe tensiunea de ieșire și puterea de cel puțin 2,5-3 kW. Cu toate acestea, înainte de a întreprinde modificarea necesară măsurarea secțiunii transversale a miezului, care nu ar trebui să fie mai mică de 25 cm și diametre ale înfășurărilor primare și secundare. Ai o dată devine clar ce să se aștepte de la modificarea transformatorului.
În concluzie, mai multe consilii tehnologice.
Conectarea aparatului de sudură la secțiunea de cablu de rețea trebuie să fie făcută prin automată 6-7 mm, la un curent de 50 A 25, de exemplu, AP-50. Diametru electrod în funcție de grosimea metalului sudat poate fi selectat din următoarea relație: da = (1-1,5) L, unde L grosime a metalului sudat, mm.
Lungimea arcului este selectat în funcție de diametrul electrodului și media este de 0,5-1,1 d3. Se recomandă să se efectueze scurt arc 2-3 mm, care este egală cu tensiunea de 18-24 V. Creșterea rezultatelor de lungime de arc perturbarea stabilității sale de ardere, pierderea crescută la calcinare și stropirii, reducând adâncimea de penetrare a metalului de bază. Cu cât arc, cu atât mai mare tensiune de sudare. sudor selectează o viteză de sudare în funcție de gradul și grosimea metalului.
Dispozitiv de conducere cu o singură fază de transformare.
La sudarea cu polaritate directă pozitivă (anod) este conectat la piesa de prelucrat și negativ (catod) - la electrodul. Dacă este necesar, pe piesa de prelucrat pentru a genera mai puțină căldură, de exemplu prin sudarea structurilor tabla, sudura este folosit pentru a inversa polaritatea (Fig. 1). În acest caz negativ (catod) este conectat la piesa de prelucrat și pozitiv (anod) - la electrodul. Acest lucru nu numai că oferă mai puțin de încălzire a piesei, dar, de asemenea, accelerează procesul de topire a electrodului metalic datorită zonei de temperatură mai ridicată și anod mai mare caldura de intrare.
Sarma de sudare este atașat CA printr-un ciocănele de cupru terminale bolțuri din exteriorul corpului sudor. conexiunile slabe reduc caracteristicile de putere de contact CA degrada calitatea sudurii și poate cauza supraîncălzirea și chiar firele lor de aprindere. Când un (6,4 m) lungime mică secțiune sârmă de sudură trebuie să fie mai mică de 25 mm. La sudarea este necesar să se respecte regulile de incendiu și siguranță electrică atunci când se lucrează cu scule electrice.
operațiunile de sudare trebuie efectuată într-o mască specială, cu un C5 protector de brand de sticlă (150-160 curentii la A) și cu un deget. Toate comutator SA este limitat după deconectarea sudorul de la rețea.
 Echipament de sudare cu arc electric
Echipament de sudare cu arc electric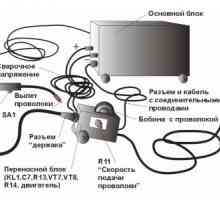 Cum se conectează aparatul de sudură
Cum se conectează aparatul de sudură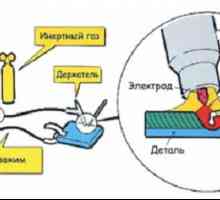 Cum de a găti sudura electric?
Cum de a găti sudura electric?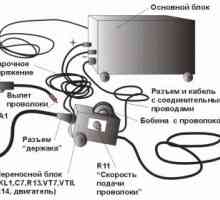 Cum de a alege un aparat de sudură pentru acasă?
Cum de a alege un aparat de sudură pentru acasă?- Cum de a alege un sudura semi-automat?
 Hrakteristiki tehnică și principiul de funcționare invertor
Hrakteristiki tehnică și principiul de funcționare invertor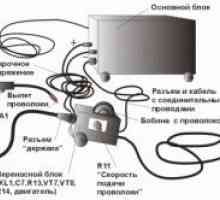 Cum de a proiecta o mașină de sudură, cu propriile lor mâini?
Cum de a proiecta o mașină de sudură, cu propriile lor mâini?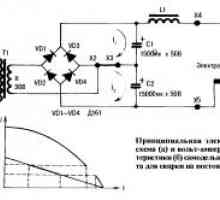 Punându-și mâinile DC aparat de sudura
Punându-și mâinile DC aparat de sudura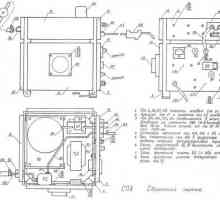 Selectați aparat de sudura pentru acasă: puncte cheie
Selectați aparat de sudura pentru acasă: puncte cheie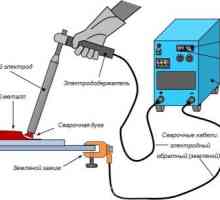 Caracteristici de sudare cu arc de metale
Caracteristici de sudare cu arc de metale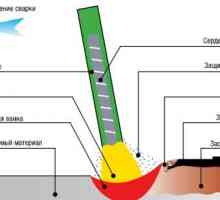 Care sunt electrozii și cum de a găti pentru sudarea cu arc electric
Care sunt electrozii și cum de a găti pentru sudarea cu arc electric Algoritmul este: cum să gătească sudor
Algoritmul este: cum să gătească sudor Cum de a alege un invertor de sudare fiabil
Cum de a alege un invertor de sudare fiabil Caracteristicile aparate de sudură: cum de a alege unitatea?
Caracteristicile aparate de sudură: cum de a alege unitatea? Reguli de sudare mâinile proprii
Reguli de sudare mâinile proprii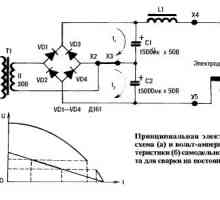 Ca și în mâinile lor pentru a colecta sudura transformator?
Ca și în mâinile lor pentru a colecta sudura transformator? Cât de ușor și corect, cu mâinile lor de a suda de metal de electrice?
Cât de ușor și corect, cu mâinile lor de a suda de metal de electrice? Aparatul invertor de sudare pentru începători
Aparatul invertor de sudare pentru începători Schema de fabricație de casă semi-automate aparate de sudură
Schema de fabricație de casă semi-automate aparate de sudură Cum de a alege invertor de sudura mașini?
Cum de a alege invertor de sudura mașini?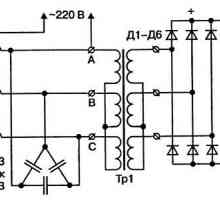 Ce este polaritate inversă?
Ce este polaritate inversă?
 Selectați aparat de sudura pentru acasă: puncte cheie
Selectați aparat de sudura pentru acasă: puncte cheie Cât de ușor și corect, cu mâinile lor de a suda de metal de electrice?
Cât de ușor și corect, cu mâinile lor de a suda de metal de electrice?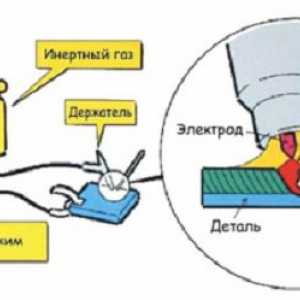 Cum de a găti sudura electric?
Cum de a găti sudura electric?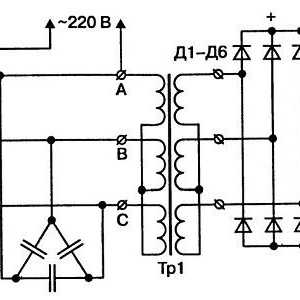 Ce este polaritate inversă?
Ce este polaritate inversă?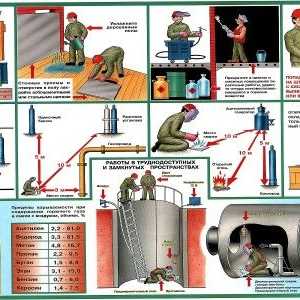 Reguli de sudare mâinile proprii
Reguli de sudare mâinile proprii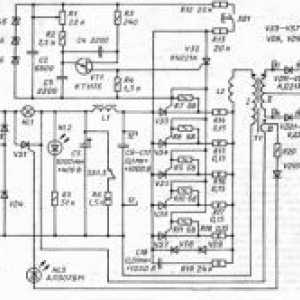 Schema de fabricație de casă semi-automate aparate de sudură
Schema de fabricație de casă semi-automate aparate de sudură Hrakteristiki tehnică și principiul de funcționare invertor
Hrakteristiki tehnică și principiul de funcționare invertor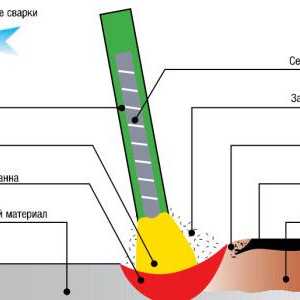 Care sunt electrozii și cum de a găti pentru sudarea cu arc electric
Care sunt electrozii și cum de a găti pentru sudarea cu arc electric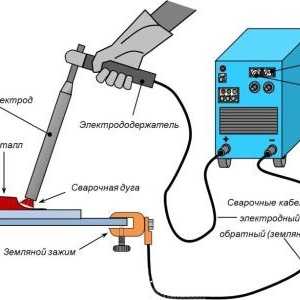 Caracteristici de sudare cu arc de metale
Caracteristici de sudare cu arc de metale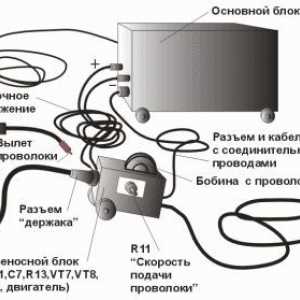 Cum de a alege un aparat de sudură pentru acasă?
Cum de a alege un aparat de sudură pentru acasă?